新闻中心
技术文章


本标准是对QB/T2172-1995《注塑拉链》标准的修订,修订时保留了QB/T2172-1995中仍然适用的内容,同时根据拉链行业新发展以及拉链的实际使用情况做调整,本文重点介绍关于注塑拉链标准。
一、范围
本标准规定了注塑拉链产品的分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于注塑拉链(以下简称拉链)。
二、引用标准
下列标准所包含的条文,通过本标准中引用而构成本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准新版本的可能性。
GB 250-1995 评定变色用灰色样卡
GB 251-1995 评定沾色用灰色样卡
GB 321-1980 优先数和优先数系
GB/T 2828-1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB/T 2829-1987 周期检查计数抽样程序及抽样表(适用生产过程稳定性的检查)
GB/T 3920-1997 纺织品 色牢度试验 耐摩擦色牢度
GB/T 3921.3-1997 纺织品 色牢度试验 耐洗色牢度:试验3
三、分类
3.1产品型式(见图1)。
3.1.1产品按链牙材质分为聚甲醛、尼龙等。
3.1.2产品按加工工艺分为普通注塑拉链和强化拉链。
3.1.3产品按型式分为条装和码装。
3.1.3.1条装拉链可分为开尾式和闭尾式:开尾式又分为单开尾和双开尾;闭尾式又可分为单头闭尾和双头闭尾。
3.2规格型号:(见表1)
四、要求
4.1拉链的主要物理性能(表3略)。
4.2拉链的表面质量:
4.2.1拉链表面色泽鲜艳,手感柔软、光滑、平、挺、啮合良好。
4.2.2拉链的平整度和平直度:
4.2.2.1拉链的平整度(见表4)。
4.2.2.2拉链的平直度(见表5)。
4.2.3整条拉链零部件齐全,链牙排列整齐,不得有缺牙、坏牙。
4.2.4拉链的下止无明显歪斜,拉开拉合时不得有拉头卡住上止、下止的现象。
4.2.5开尾拉链(包括双开尾拉链)插拔、启动灵活;加强胶带与布带粘合牢固、整齐。
4.2.6拉头表面装饰层牢固、均匀一致,无气泡、掉皮等缺陷,型腔平整光滑;拉片翻动灵活,商-标清晰。
4.2.7拉链尺寸参数按3.3条规定;码装每百米长度为100m±0.5m。
4.2.8链带色泽鲜艳,同一批号中链带色差应达到GB250规定的三级。同条链带的布带,色差达到--GB250中规定的四级。
4.2.9色牢度:
4.2.9.1耐摩擦色牢度:链带耐摩擦试验后色牢度符合GB251规定3-4级。
4.2.9.2耐洗色牢度:链带经洗涤后色牢度符合GB250规定的3-4级。
4.2.10码装链带每百米长度内接头不得超过3个。
4.2.11对拉链或其他组件不含禁用偶氮、不含镍及过检针等特殊要求由供需双方商定。
五、试验方法
5.1拉链平拉强力测试方法
5.1.1测试设备及夹具
5.1.1.1测试设备 材料试验机
5.1.1.2测试范围 2000N
5.1.1.3 测试速度 300±10mm/min 。
5.1.1.4测试设备精度 ±0.5%FS
5.1.1.5夹具主要尺寸 宽25mm,夹紧面齿形夹角60°,节距1.5mm,齿顶宽0.2mm。两片啮合夹紧口到内齿3mm处加工低于齿面0.5mm-的平面。
5.1.2测试方法及步骤
-----取长度大于75mm的拉链样本一段,装夹在上述夹具中,装夹时应将链牙脚和夹具的夹口部位对齐靠紧(见图2)。启动测试仪,测试至链带破损为止,此时显示的数值即为平拉强力值。
5.2拉链拉合轻滑度测试方法
5.2.1测试设备及夹具
5.2.1.1测试设备 由传感器、夹具、传动和显示系统等组成。
5.2.1.2测试范围 不大于20N
5.2.1.3测试速度 1200 mm/min ~1300mm/min
5.2.1.4测试设备精度 ±0.5%FS
5.2.2测试方法及步骤
成品拉链一条,任取200mm长度(长度小于200mm的按实际长度),用手往复拉动三次,然后以拉开状态置于工作台上,分开端用手推平,另一端装夹在固定夹具中,拉片套在移位夹具上(见图3)。启动测试仪拉合拉链至定点位置,此过程中记录的大拉力即为拉合轻滑度值。
5.3拉链上止强力测试方法
5.3.1测试设备及夹具
5.3.1.1测试设备 同5.1.1.1。
5.3.1.2测试速度 同5.1.1.3。
5.3.1.3拉片夹具 根据拉片结构选用穿入式夹具或钳式夹具。 链带夹具 同5.1.1.5。
5.3.2测试方法及步骤
取长度大于50mm带拉链头和上止的拉链样本一段,将拉链一端装夹在夹具中,将拉片装夹在拉片夹具中(见图4)。启动测试仪,测试至拉链损坏为止,此时的强力值即为拉链的上止强力。
5.4拉链下止强力测试方法
5.4.1测试设备及夹具
5.4.1.1测试设备 同5.1.1.1。
5.4.1.2测试速度 同5.1.1.3。
5.4.1.3夹具 同5.1.1.5。
5.4.2测试方法及步骤
取长度约50mm带拉头(自锁头应先排除自锁功能)及下止的拉链样本一段,将拉头拉至下止(拉片翻起),两带筋分别装夹于上下夹具间(先去掉一段约10mm链牙),夹具距离约75mm(见图5)。启动测试仪,测试至拉链破损为止,此时的强力值即为下止强力。
5.5拉链开尾平拉强力测试方法
5.5.1测试设备及夹具
5.5.1.1测试设备 同5.1.1.1。
5.5.1.2测试速度 同5.1.1.3。
5.5.1.3测试夹具 同5.1.1.5。
5.5.2测试方法及步骤
取长度大于50mm带分开件的拉链样本一段,将其分开件处装夹在上述夹具中。装夹时夹具边缘必须与插销的内侧端(即靠紧链牙一端)成一直线,夹口靠紧插管插座(见图6)。启动测试仪,测试至脱离或布带破损为止,此时的强力值即为开尾平拉强力。
5.6拉链插座移位强力测试方法
5.6.1测试设备及夹具
5.6.1.1测试设备 同5.1.1.1。
5.6.1.2测试速度 同5.1.1.3。
5.6.1.3夹具 上夹具采用折卡式夹具,下夹具同5.1.1.5。
5.6.2测试方法及步骤
取长度大于50mm带插座的拉链样本一段。分开两牙链带,将插座端置于上夹具中,另一端夹在下夹具中(见图7)。启动测试仪至插座脱落或破损为止,此时记录的强力值即为插座移位强力。
5.7拉头拉片结合强力测试方法
5.7.1测试设备及夹具
5.7.1.1测试设备 同5.1.1.1。
5.7.1.2测试速度 同5.1.1.3。
5.7.1.3夹具 上夹具根据拉片特点选择穿入式或夹钳夹具,下夹具采用隔板式夹具。
5.7.2测试方法及步骤
取成品拉链头一件,装夹在夹具中(见图8)。启动测试仪,测试至拉片或拉头体破损为止,此时的强力值即为拉头体拉片结合强力。
5.8拉头拉片抗扭力测试:
5.8.1测试原理及技术指标:
5.8.1.1测试原理:抗扭力测试原理(见图9)。
5.8.1.2精度:±1%FS
5.8.1.3扭转速度:1.5转/min。
5.8.2测试方法与步骤:
将拉头的拉头体置于固定夹具内夹紧,再将拉片装夹于可垂直拉头体旋转的夹钳内,并使夹钳夹紧拉片中点位置。启动
测试仪器至拉片相对拉头体被扭断或损坏为止,此时的扭力值即为拉头拉片抗扭力。
5.9拉头抗张强力测试方法:
5.9.1测试原理及夹具
5.9.1.1测试原理:拉头抗张强力测试原理(见图10)。
5.9.1.2夹具上下卡爪进入啮合口内为2mm。
5.9.1.3精度:a.力值显示系统精度±1%FS;
b.位移显示系统精度±0.01mm。
5.9.1.4测试速度为10mm/min。
5.9.2测试方法及步骤:
a)调整上下卡爪位置,将拉头啮合口卡在上下卡爪上(应符合5.9.1.2要求)。
b)调节上下爪位置到合理测试状态。
c)启动测试装置,开始测试至变形0.5mm时停止工作。此时记录的测试值为拉头的抗张强力。
d)判定:以该抗张强力与表3中的对应值相比较判定合格与否。
5.10拉头自锁强力测试方法
5.10.1测试设备及夹具
5.10.1.1测试设备 同5.1.1.1。
5.10.1.2测试速度 同5.1.1.3。
5.10.1.3夹具 同5.1.1.5。
5.10.2测试方法及步骤
取长度大于100mm带自锁拉头拉链样本一段,拉头拉至中间位置,分开端两边牙链带分别夹于上下夹具,夹具距离约75mm(见图11),启动测试仪,测试至拉头滑脱或拉链破损为止,此时的强力值为拉头自锁强力。
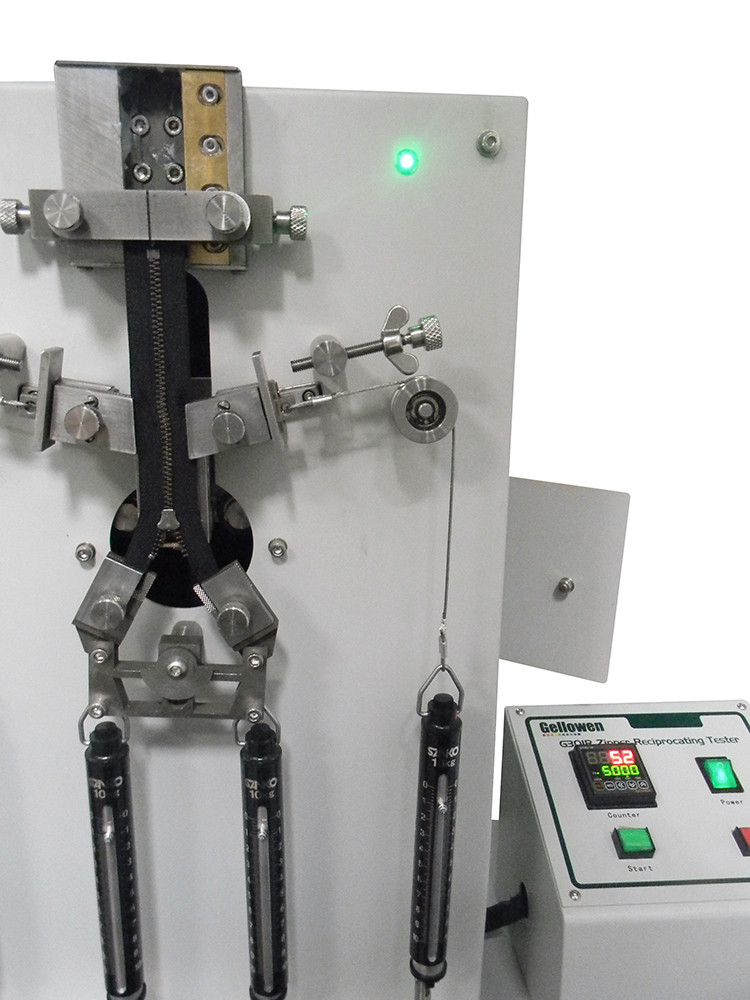
5.11拉链负荷拉次的测试方法
5.11.1测试设备及夹具
5.11.1.1测试设备 由一组夹具和往复运动的传动系统和显示系统组成。
5.11.1.2该仪器往复次数 30双次/min,行程75mm,开闭角度:开30o、闭60o。
5.11.1.3测试范围:拉链规格在3.5~12mm以内。
5.11.1.4夹具:横向宽25mm,纵向宽10mm,夹紧面齿形夹角60o,节距1.5mm,齿顶宽0.2mm。 5.11.2测试方法及步骤
5.11.2.1取长250mm以上的拉链样本一条,正反面用石蜡各擦二次。
5.11.2.2检查拉次仪
使拉片夹具停留在下极限,将拉链装夹在五个固定点上,并将拉片固定(见图12)。
a.先将拉链尾端(下止端)粗略固定在A固定点上(拉片向内)。
b.将拉片固定在拉片夹具上。
c.将拉链前端(上止端)固定在D、E点上。
d.松开A固定点,将拉链尾端向上拉起使得固定销落于平衡板孔中间,然后将A点夹紧(此时目测D、E点在同一水平线上)。
e.将横向夹块B、C松开,让拉链带两侧布带放入B、C夹具中夹紧,夹口距牙脚约5mm,此时五个固定点固定完毕。
f.将拉次仪调至上极限,松开拉片夹具,目测拉链是否保持直线。如不合要求,重新调整直至装夹全部完成。
g.不同规格拉链,分别在其横向和纵向按规定要求加负荷(见表6)。
5.11.2.3启动拉次仪运转测试完成规定的次数或样本提前破坏为止。
5.12拉链单牙移位强力测试方法
5.12.1测试设备及夹具
5.12.1.1测试设备 同5.1.1.1。
5.12.1.2测试速度 同5.1.1.3。
5.12.1.3上夹具 采用5.1.1.5条中的夹具。
下夹具 采用咔口插入夹具。
5.12.2测试方法及步骤
5.12.2.1取长度大于50mm的拉链样本一段,剪齐。分开两牙链带,分别从剪切处起,去掉二个链牙,留第3牙,装夹于上述夹具。装夹时将去掉二个牙后的牙扣入上夹具,另一端装夹于下夹具(见图13)。
注:去链牙时不得损坏带筋,不能碰动相邻的链牙。
5.12.2.2启动测试仪,测试至脱牙为止,此时的强力值为拉链单牙移位强力。
5.13拉链平直度测量方法
5.13.1量具1000mm和150mm,钢直尺各一把。
5.13.2测量方法及步骤
5.13.2.1将拉链样本平放在平整的台板上,使拉链处于自然状态。用手指沿链牙边缘两侧来回移动一次。
5.13.2.2用直尺逐渐向链牙脚靠拢,然后用另一直尺量取链牙脚与直尺之间的大距离。此距离即为大弯度值。
5.14拉链长度的测量方法
5.14.1量具 米尺一把
5.14.2测量方法及步骤
取拉链成品一条,平放在平整的台板上,使其处于拉合自然状态,按图1所示进行测量,L则为拉链长度。
码装链带长度测量 先以码装链带平放置于平整的平台上,以米尺测量5米后反复对折测量,剩余部份以米尺测量。
5.15链带色差测试方法 按GB250进行评定
5.16链带色牢度测试方法
5.16.1耐摩擦色牢度测试方法
a)试验样品制备 将拉链布带平放在底板上,并将两端固定。
b)试验方法
按GB/T3920试验方法进行。
5.16.2耐洗色牢度测试方法
a) 试验样本制备 取拉链链带样本长度100mm(长度小于100mm按实际长度),平排夹于两块相当面积单纤维 粘衬织物之间,并沿一短边缝合。
b) 试验方法 按GB/T 3921.3试验方法进行。
5.17其他表面质量 5.17.1对4.2.1、4.2.3、4.2.4、4.2.10测试均以感官检查为准。
对4.2.2.1、4.2.5 、4.2.6均以手感目测进行。
5.17.2涂漆、涂塑测试方法:
5.17.2.1用具 采用水浴锅或普通电炉、烧杯。
5.17.2.2测试方法及步骤
取成品拉头悬挂在沸水中,保持20min,待取出吹干,视表面质量。
更多关于:拉链疲劳试验机